Have you ever faced this dilemma when designing a
plastic part: you need a snap-fit, a hook, or a side hole for assembly or functionality, but upon closer inspection, you realize these features would prevent the mold from opening directly, making the part impossible to eject? This frustrating obstacle is what we commonly call an "undercut."
Don't worry, injection mold engineers have long developed mature solutions—sliders and lifters. They are like the "special agents" within the mold, performing intricate lateral movements to overcome these ejection challenges. Today, let's uncover their secrets.
I. What is an Undercut? Why is it a Problem?
Simply put, an undercut refers to a protrusion or depression on a product that is not parallel to the mold's opening direction. Imagine trying to produce a mug with a handle using a simple two-plate mold; the handle would get stuck in the mold, impossible to remove no matter how you pull.
A mold without sliders or lifters has only a single opening direction. Any geometry conflicting with this direction becomes a "locked" feature that cannot be ejected.
II. Solution 1: The Slider – Handling External or Large Undercuts
The Slider, sometimes called a "core pull," is one of the most common mechanisms for solving undercut problems. It acts like an independent mini-module installed within the main mold plates.
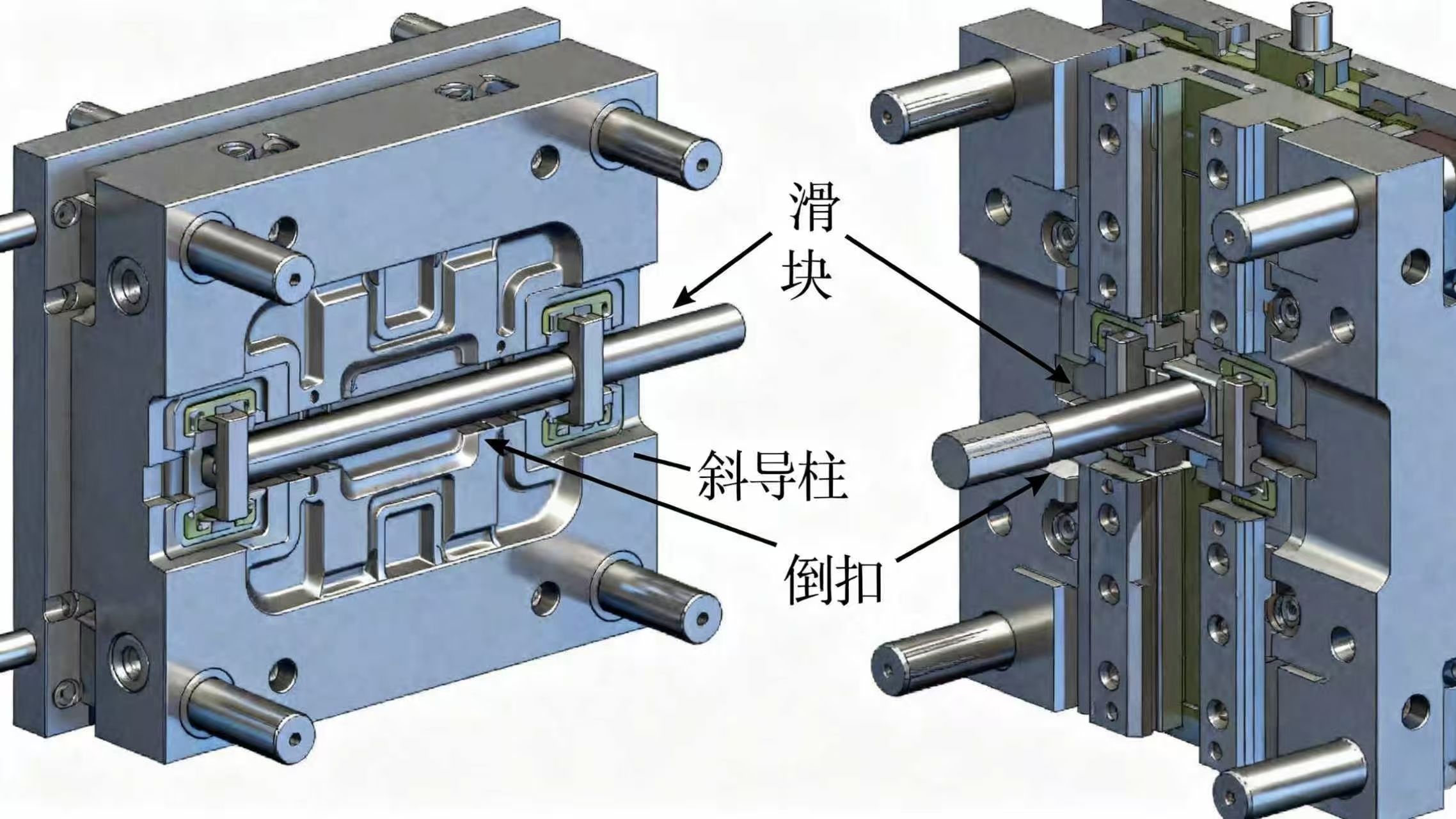
· How it Works: The slider's movement is typically driven by an "angle pin" (or "cam pin"). As the mold opens, the fixed angle pin engages with a slanted hole in the slider, forcing the slider to move along a precise track towards the outside of the mold. This lateral movement precisely clears the part's undercut area. When the mold closes, the angle pin guides the slider accurately back into position.
· Key Characteristics:
· Movement Direction: Lateral horizontal movement.
· Primary Application: Ideal for handling external side undercuts, such as bosses, snap-fit grooves, or holes on the outer wall of a part. Also commonly used for large or deep undercuts.
· Advantages: Robust construction, high load-bearing capacity, stable movement.
· Disadvantages: Increases mold complexity and cost, may leave a visible parting line on the part surface.
III. Solution 2: The Lifter – Handling Internal or Small Undercuts
When an undercut is located inside the product, a slider cannot access it from the outside. This is when we call upon another "agent"—the Lifter (or "angled lifter").
· How it Works: A lifter is essentially an ejector pin that performs both vertical and horizontal movements simultaneously. Its base is mounted on the ejector plate's "guide block" (or "lifter seat"), and its top forms part of the molding surface. After injection is complete and the mold opens, the injection molding machine's ejector rods push the entire ejector plate forward. Because the lifter body is constrained by the "lifter guide" (or a slanted hole) in the mold, it is forced to move a small distance inward (or occasionally outward) as it moves upward to eject the part, thereby releasing the internal undercut.
· Key Characteristics:
· Movement Direction: Combined ejection + lateral offset movement.
· Primary Application: Designed specifically for handling internal undercuts, such as internal snap-fits or hidden slots.
· Advantages: The only cost-effective method for solving internal undercuts; relatively compact structure.
· Disadvantages: Limited strength and size; overly long and slender lifters are prone to wear or breakage; may leave a more noticeable ejector mark on the part's inner wall.
IV. Slider vs. Lifter: How to Choose?
When deciding whether to use a slider or a lifter, engineers typically consider the following factors:
1. Undercut Location: External undercuts often use Sliders; Internal undercuts require Lifters.
2. Undercut Size: Large, deep undercuts prioritize Sliders; Small undercuts can use Lifters.
3. Space Constraints: When space inside the mold is limited, the more compact Lifter might be the better choice.
4. Cost and Lifespan: Slider structures are more durable but costlier; lifters are less expensive but may require more frequent maintenance.
5. Aesthetic Requirements: Consider the impact of parting lines and ejector marks on the product's appearance.
Conclusion
Sliders and lifters are the crystallization of wisdom in injection mold design, turning the impossible into possible. They transform the simple linear mold opening motion into intricate compound movements, breaking the shackles of design and allowing us to create plastic products with more complex shapes and powerful functionalities.
However, the design, machining, and debugging of these complex mechanisms rely heavily on profound experience and exquisite skill. A slight miscalculation in angle or an improper fit can lead to flash, drag marks, or even mold damage.
This is precisely where the value of a professional mold manufacturer lies. At
JBRplas, our engineering team possesses decades of experience and specializes in handling various complex undercut structures. From initial DFM analysis to the precise design and manufacturing of slider and lifer mechanisms, and through to on-site process debugging, we ensure every detail is flawless, helping you transform even the most challenging designs into high-quality products manufactured with stability.








